
Tipos de dobramento de chapas com a Máquina de Dobra Hidráulica
Antes de começar a trabalhar com uma prensa dobradeira hidráulica MP1500CNC e uma prensa dobradeira hidráulica CNC MP3003, é essencial entender os diferentes tipos de dobramento
Dobramento a Ar
Dobramento a ar é o processo de dobra realizado na matriz sem que a chapa dobrada atinja o fundo da mesma. Em outras palavras, quando o punção atinge sua posição mais baixa, há um espaço ou uma folga de ar sob a chapa, entre ela e a matriz. Isso permite obter diferentes ângulos de dobra usando as mesmas ferramentas, o que requer trabalhar com extrema precisão para garantir um resultado perfeito.
Desde a introdução da tecnologia CNC nas prensas Dobradeira hidráulica MP1500CNC e Dobradeira hidráulica MP3003CNC, o método de dobra mais frequentemente utilizado é o dobramento a ar ou dobramento parcial. Durante qualquer processo de dobra, a chapa sofre elasticidade de retorno assim que paramos de aplicar pressão sobre ela. Graças ao CNC, a técnica de dobramento a ar estima o grau desse retorno elástico e abaixa o punção levando esse fator em consideração.
Existem dois aspectos fundamentais que devem ser controlados ao realizar este tipo de dobra: a posição da chapa ao ser abaixada e a pressão exercida sobre o material. Esses dois conceitos são vitais para utilizar efetivamente essa técnica de dobra.
Vantagens do Dobramento a Ar
- Maior Variedade de Ângulos de Dobra: Esta técnica permite uma variedade maior de ângulos em peças dobradas utilizando as prensas dobradeiras hidráulicas MP1500CNC e MP3003 CNC. Com um conjunto de ferramentas (punção e matriz) ajustado a 30°, qualquer ângulo entre 30° e 180° pode ser alcançado por meio do dobramento a ar.
- Execução Mais Rápida: O dobramento a ar é mais rápido, pois alcançar um ângulo mais agudo requer apenas baixar o punção por alguns milímetros. Em contraste, outras técnicas podem exigir mais pressão ou maior tempo de permanência para a chapa.
- Menor Requisito de Pressão: A pressão necessária é menor do que em outros métodos de trabalho.
- Menos Atrito: A chapa sofre menos marcas devido à superfície de atrito limitada com a matriz.
- Menor Desgaste: Punções e matrizes têm uma vida útil prolongada.
- Menor Requisito de Tonelagem: Uma máquina de dobra com menor tonelagem é necessária em comparação com a tonelagem exigida para a mesma dobra usando outra técnica.
Desvantagens do Dobramento a Ar
- Redução na Precisão da Dobra: A precisão do ângulo de dobra é inferior em comparação com outros métodos de dobra. A precisão é aproximadamente de +/- 1 grau.
- Retorno Elástico: Esta técnica trabalha com retorno elástico, mas não o elimina. Por esse motivo, é uma técnica desafiadora de usar para trabalhar em raios grandes ou peças com um retorno elástico significativo.
Dobra na Base
A dobra na base é o processo de dobra realizado na matriz, pressionando a chapa com o punção até que ela alcance o fundo da matriz. O ângulo de dobra resultante depende do punção e da matriz utilizados.
Com a técnica de dobra na base, a chapa entra em contato com o fundo do V da matriz inferior. Essa técnica é preferida ao buscar uma maior precisão tanto no ângulo de dobra quanto no raio do perfil a ser dobrado.
A precisão aumenta porque a chapa é formada com menor suporte, permitindo um raio mais uniforme na ponta da dobra e uma redução mais substancial no retorno elástico. Isso resulta, em última análise, em uma dobra mais precisa.
Para este método de dobra, é essencial escolher os punções e matrizes adequados. O ângulo e a abertura das ferramentas devem ser calculados com precisão para alcançar o perfil desejado, levando em consideração o retorno elástico que a chapa apresentará.
O punção e a matriz devem ter o mesmo ângulo para obter uma melhor distribuição de força na chapa entre ambos os lados.
Vantagens da Dobra na Base
- Menor Pressão: Alcance boa precisão com menor pressão na prensa dobradeira hidráulica MP1500CNC e na prensa dobradeira hidráulica CNC MP3003.
- Produção em Massa: Aumento da repetibilidade das peças para séries de produção longas.
- Redução do Retorno Elástico
- Menos Deformação em Chapas Perfuradas: Furos próximos à zona de dobra são menos deformados. Essa deformação é parcialmente corrigida à medida que a chapa é pressionada entre as ferramentas.
- Maior Precisão: Tolerância aproximada de 1/2 grau.
Desvantagens da Dobra na Base
- Não São Permitidas Correções: É impossível corrigir erros no resultado do ângulo de dobra, pois as ferramentas estão em sua capacidade máxima. O punção não pode ser abaixado ainda mais.
- Intervalo Limitado de Ângulos: Esta técnica é usada apenas para obter ângulos entre 80° e 90°.
- Necessidade de Mais Ferramentas: Ferramentas específicas são necessárias para cada trabalho de dobra específico.
- Aumento do Atrito: Menor qualidade estética das peças dobradas devido ao maior atrito entre a chapa e a matriz.
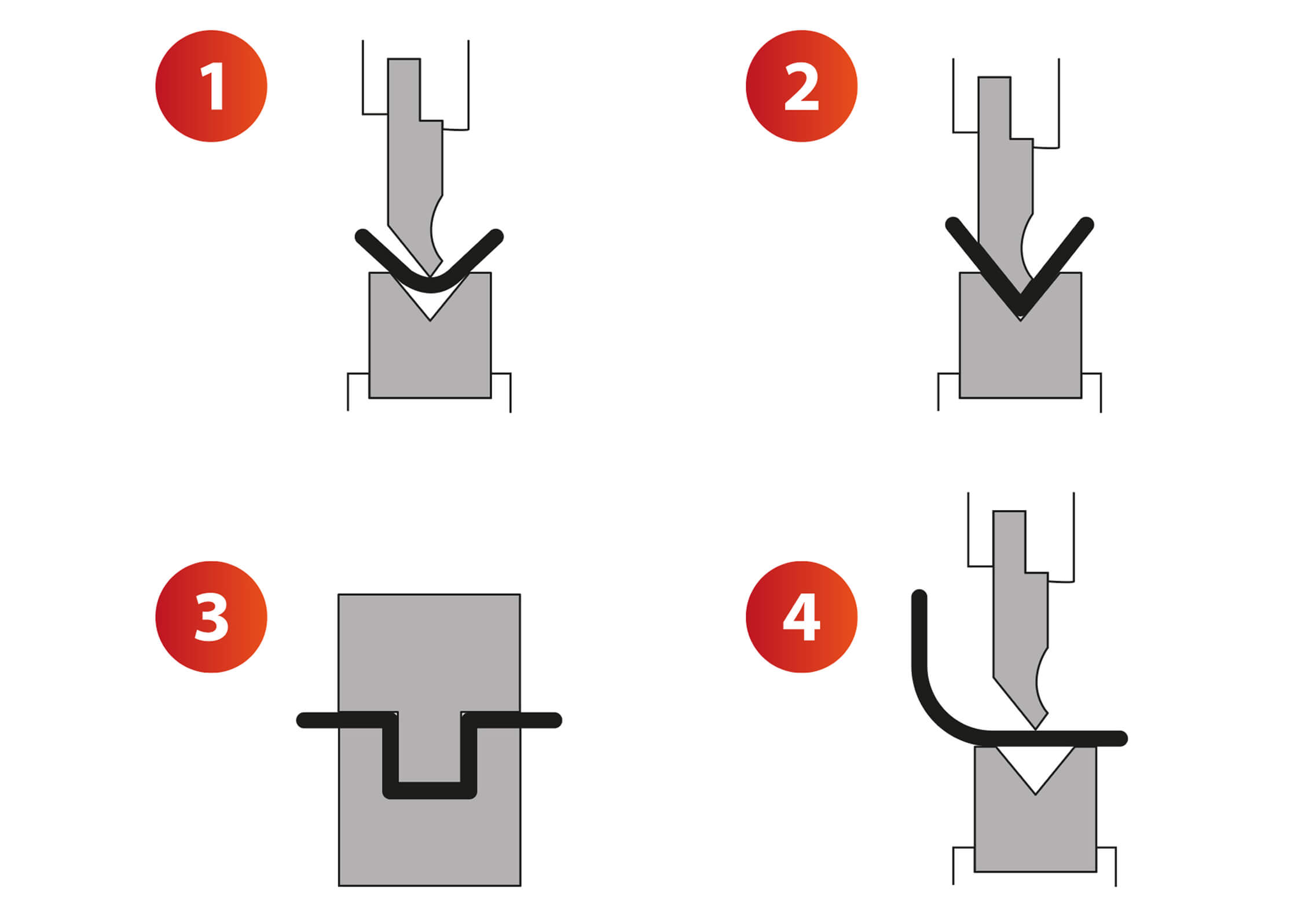
Estampagem
A estampagem permite dobrar a chapa sobre si mesma para proporcionar mais resistência a áreas específicas.
A técnica de estampagem recebe seu nome do processo pelo qual moedas são estampadas. Isso ocorre porque o processo de estampagem possibilita a criação de peças perfeitamente idênticas umas às outras, assim como moedas.
No entanto, o processo de estampagem requer uma pressão muito alta em relação à espessura da chapa. Essa técnica exige uma força de 4 a 5 vezes maior do que a pressão usada no dobramento a ar. As ferramentas usadas no processo de estampagem devem ter o ângulo exato desejado para a peça de chapa. Na verdade, a força exigida pelo processo é necessária para superar o retorno elástico da chapa, "imprimindo" ou "estampando" assim a forma das ferramentas na chapa. Claramente, este é um processo contínuo, mas é limitado a espessuras específicas e a certas máquinas de dobrar.
Vantagens da Estampagem
- Resultado Consistente
- Tolerância de 1/4 de grau
- Capacidade de Alcançar Raios Mínimos em Peças Dobradas
Desvantagens da Estampagem
- Menor Vida Útil da Máquina de Dobra e Ferramentas
- Aumento do Atrito: Resultado estético insatisfatório da chapa dobrada devido aos altos níveis de atrito.
- Necessidade de Mais Ferramentas: Cada espessura de chapa requer um punção e uma matriz diferentes, respeitando o ângulo, o raio, a resistência e a abertura da matriz.
- Apenas para Espessuras de Chapa Finas: É impossível usar esta técnica para espessuras de chapa superiores a 2mm, pois a pressão necessária seria excessivamente alta.
Dobra ou Laminação de Chapas
Esse tipo de dobra é uma variação do dobramento a ar que permite diferentes raios de curvatura de uma chapa por meio de múltiplas dobras sequenciais realizadas na mesma chapa. O resultado desse tipo de dobra é um ângulo com um raio maior ou menor.
Graças às capacidades CNC da prensa dobradeira hidráulica MP1500CNC e da prensa dobradeira hidráulica CNC MP3003, podemos programar esse tipo de dobra inserindo o raio de curvatura, a distância entre dobras e o ângulo. A escolha dessa distância depende do acabamento desejado; uma distância menor entre dobras resulta em melhor definição da curva. Com esses dados inseridos, o CNC cuida dos cálculos necessários para determinar os ângulos de dobra em cada etapa, resultando na forma curva final.
Vantagens da Dobra ou Laminação de Chapas
- Capacidade de Dobrar: Embora as dobradeiras de chapas metálicas não sejam as máquinas ideais para a dobra de chapas, esse tipo de dobra nos permite realizar curvas muito próximas a uma vinco que não seriam possíveis de outra forma.
- Ampla Variedade de Raios de Curvatura: Essa técnica possibilita uma ampla gama de raios de curvatura nas peças dobradas. Com um conjunto de ferramentas (punção e matriz) ajustado a 30°, usando essas sequências de dobras, qualquer curva de 0° a 90° pode ser alcançada.
- Menor Requisito de Pressão: Menos pressão é necessária em comparação com outros métodos de trabalho, pois são realizadas múltiplas dobras de pequenos ângulos, exigindo menos força.
- Menos Atrito: A chapa sofre menos marcas devido à superfície de atrito mínima com a matriz e à menor pressão do punção.
- Menos Desgaste: Punções e matrizes têm uma vida útil prolongada.
Desvantagens da Dobra ou Laminação de Chapas
- Percepção de Vinco: Ao contrário da dobra de chapas, a laminação por meio de múltiplas dobras não proporciona o mesmo acabamento suave no resultado final. A chapa dobrada usando essa técnica pode mostrar as vincas.
- Retorno Elástico: Esta técnica trabalha com retorno elástico, mas não o elimina. Por esse motivo, é desafiador usar essa técnica para trabalhar em raios grandes ou peças com um retorno elástico significativo.
Para aprender mais sobre diferentes técnicas de dobra, escolha de punções e matrizes, programação CNC, interpretação de tabelas de dobra, fatores a serem considerados para uma dobra ideal e muito mais, você pode assistir ao tutorial em vídeo sobre dobra usando a prensa dobradeira hidráulica MP1500CNC e a prensa dobradeira hidráulica CNC MP3003.
Agradecemos sinceramente por dedicar seu tempo para apreciar o valioso conteúdo digital fornecido pela Nargesa. Na Nargesa, nos esforçamos continuamente para oferecer informações relevantes, úteis e de alta qualidade que atendam às suas necessidades e dúvidas. Saber que nosso conteúdo foi valioso para você é um estímulo que nos motiva a continuar compartilhando conhecimento. Obrigado!
Deixe um comentário
Últimas notícias

Kachembo na Expo Manufactura 2024

Recebemos visitantes de diferentes países!

PAGUE SUAS MÁQUINAS NARGESA EM PARCELAS CÔMODAS



Junte-se à nossa Newsletter
Faça parte da nossa Comunidade Nargesa e obtenha todas as informações da filial, clipes de demonstração, campanhas em Maquinário…
Clientes
Alguns de nossos clientes








